Casa / Notizia / Notizie del settore / Applicazioni dei trasportatori a coclea industriali in vari settori
Nella moderna produzione industriale, la movimentazione dei materiali è un anello cruciale. Che si tratti del trasporto di materiali in polvere, granulari o di piccole dimensioni, il trasportatore a coclea industriale, in quanto attrezzatura di trasporto efficiente e affidabile, è ampiamente utilizzato in numerosi settori. Soprattutto nell'industria chimica, mineraria, metallurgica e alimentare, i trasportatori a coclea sono diventati un componente indispensabile in molte linee di produzione grazie al loro design strutturale unico e alle prestazioni superiori.
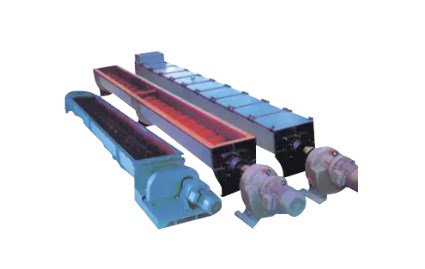
Principio di funzionamento e caratteristiche strutturali di Trasportatori a coclea industriali
Il principio di funzionamento di base di un trasportatore a coclea industriale è quello di spingere i materiali lungo una determinata traiettoria attraverso lame elicoidali rotanti, ottenendo un trasporto del materiale orizzontale, verticale o inclinato. L'apparecchiatura è costituita da un albero a vite, lame elicoidali, involucro, ingresso, uscita e dispositivo di azionamento. Durante il funzionamento, i materiali entrano nella camera di trasporto del trasportatore a coclea attraverso l'ingresso e la rotazione delle lame elicoidali spinge i materiali lungo il tubo nella posizione designata. Grazie alla loro struttura semplice, facilità d'uso e manutenzione, i trasportatori a coclea sono ampiamente utilizzati in molti campi.
La progettazione dei trasportatori a coclea non si concentra solo sull'efficienza del trasporto del materiale ma considera anche le caratteristiche dei materiali. Ad esempio, alcuni materiali potrebbero essere facilmente schiacciati o danneggiati o soggetti a intasamenti durante il trasporto. Pertanto, la progettazione dei trasportatori a coclea industriali solitamente considera diverse forme e materiali delle pale elicoidali e seleziona gli angoli dell'elica e i diametri dei tubi appropriati per garantire un trasporto regolare del materiale.
Vantaggi dei trasportatori a coclea industriali
Rispetto ad altri tipi di apparecchiature di trasporto, i trasportatori a coclea presentano numerosi vantaggi significativi. La progettazione dei trasportatori a coclea è flessibile e può essere personalizzata in base alle effettive esigenze, adattandosi a materiali di diverse forme, dimensioni e proprietà fisiche. Sia in situazioni di trasporto orizzontale che verticale, i trasportatori a coclea possono fornire un flusso di materiale relativamente stabile, evitando cadute o intasamenti del materiale che potrebbero verificarsi con le apparecchiature di trasporto tradizionali.
I trasportatori a coclea hanno una struttura compatta e occupano meno spazio, rendendoli molto adatti ad ambienti con spazi limitati. Ad esempio, in una linea di produzione, i trasportatori a coclea possono lavorare a stretto contatto con altre apparecchiature per completare in modo efficiente le attività di movimentazione dei materiali, migliorando così l'efficienza della produzione.
Inoltre, i trasportatori a coclea sono altamente adattabili e possono funzionare stabilmente in una varietà di ambienti di lavoro. I trasportatori a spirale funzionano in modo eccellente in vari ambienti, tra cui alte temperature, basse temperature, elevata umidità e condizioni polverose. Inoltre, i trasportatori a spirale hanno una lunga durata, soprattutto in condizioni di utilizzo e manutenzione adeguate, consentendo un funzionamento stabile a lungo termine e riducendo i costi di produzione per le aziende.
Applicazioni dei trasportatori a spirale
I trasportatori a spirale industriali hanno una gamma molto ampia di applicazioni, coprendo quasi tutti i settori che richiedono la movimentazione dei materiali. Nell'industria chimica, i trasportatori a spirale vengono spesso utilizzati per trasportare fertilizzanti, prodotti chimici in polvere e granuli di plastica. Nelle industrie metallurgiche e minerarie trasportano in modo efficiente minerali, polvere di carbone e altre materie prime, garantendo il funzionamento stabile delle linee di produzione.
I trasportatori a spirale svolgono un ruolo importante anche nell'industria alimentare. Ad esempio, nella lavorazione della farina e nella produzione di mangimi, i trasportatori a spirale consentono una movimentazione precisa dei materiali, garantendo processi di produzione fluidi. Grazie alla diversità dei materiali e delle strutture, i trasportatori a spirale possono soddisfare anche i requisiti di diversi materiali in termini di igiene, sicurezza e resistenza alla corrosione.
Nell'industria del cemento, i trasportatori a spirale vengono utilizzati principalmente per il trasporto di cemento, ceneri volanti, malta e altri materiali. A causa del complesso ambiente di produzione dell'industria del cemento, i trasportatori a spirale sono generalmente progettati pensando alla resistenza all'usura e alla corrosione per garantire un funzionamento efficiente a lungo termine.
Scegliere il giusto trasportatore a spirale industriale
Sebbene i trasportatori a spirale abbiano una vasta gamma di applicazioni, per selezionare l'attrezzatura adeguata e garantirne prestazioni ottimali, le aziende devono considerare molti fattori. Le caratteristiche del materiale sono uno dei fattori più critici nella selezione. La dimensione delle particelle, la fluidità e la corrosività dei diversi materiali influenzeranno la progettazione del trasportatore. Ad esempio, i materiali con scarsa fluidità possono richiedere un ambiente di trasporto più chiuso, mentre i materiali altamente viscosi richiedono forme delle pale appositamente progettate per evitare intasamenti.
Anche la distanza e la capacità di trasporto sono fattori importanti da considerare quando si sceglie un trasportatore a spirale. Se è necessario un trasporto a lunga distanza, potrebbe essere necessario prendere in considerazione l'aumento della potenza del trasportatore a spirale per garantire che il materiale possa essere trasportato senza problemi fino a destinazione. Quando si movimentano grandi volumi di materiale è necessario garantire anche la stabilità e l'efficienza delle attrezzature.
Infine, anche la facilità di manutenzione e manutenzione è un aspetto da considerare quando si sceglie un trasportatore a spirale. Per migliorare l'efficienza operativa delle apparecchiature e prolungarne la durata, sono necessarie pulizia, lubrificazione e ispezione regolari. Pertanto, la scelta di un trasportatore a coclea di facile manutenzione è fondamentale per garantire il funzionamento stabile a lungo termine dell'attrezzatura.
Domande frequenti (FAQ)
1. Quanto dura la vita utile di un trasportatore a coclea industriale?
La durata di un trasportatore a coclea è strettamente correlata all'ambiente di lavoro, alle caratteristiche dei materiali e alla manutenzione quotidiana. In normali condizioni di utilizzo e manutenzione, la durata di vita di un trasportatore a coclea può raggiungere diversi anni o anche di più.
2. Come scegliere il modello di trasportatore a coclea adatto?
Quando si sceglie un trasportatore a coclea è necessario prima comprendere la fluidità del materiale, la dimensione delle particelle e se contiene componenti corrosivi. In secondo luogo, dovrebbero essere considerati anche i requisiti relativi alla distanza di trasporto e alla portata, nonché i limiti dello spazio di installazione delle apparecchiature.
3. I trasportatori a coclea possono gestire materiali umidi o appiccicosi?
I trasportatori a coclea possono gestire materiali umidi o appiccicosi, ma richiedono la progettazione di pale a coclea e tubi di trasporto adeguati in base alle caratteristiche specifiche del materiale. Ad esempio, è possibile scegliere lame a vite con raschiatori per evitare che il materiale si attacchi alla parete del tubo.
4. Che manutenzione giornaliera richiede una coclea?
La manutenzione quotidiana di un trasportatore a coclea comprende principalmente la pulizia dell'attrezzatura, il controllo regolare del funzionamento delle pale della coclea e del motore e la lubrificazione dei cuscinetti. Una manutenzione regolare aiuta a prolungare la durata dell'apparecchiatura e a ridurre i malfunzionamenti.
5. I trasportatori a coclea industriali sono rumorosi?
I trasportatori a coclea sono generalmente silenziosi, ma il rumore può essere più significativo quando si movimentano determinati materiali duri o ad alto flusso. Per ridurre il rumore è possibile installare dispositivi di isolamento acustico oppure selezionare un'unità di azionamento a bassa rumorosità.
Essendo un'importante attrezzatura per il trasporto di materiali, i trasportatori a coclea industriali sono ampiamente utilizzati in vari settori grazie alla loro elevata efficienza, flessibilità e affidabilità. Nel processo di selezione e utilizzo, una progettazione ragionevole, una manutenzione regolare e una conoscenza approfondita delle caratteristiche dei materiali sono fattori chiave per garantire prestazioni ottimali.







